激光打標機如何正確調焦距
任何使用過激光打標機或接觸過激光打標機的人都知道,這種設備在使用時都會涉及到焦距面的正確調試。在設備安裝、培訓和調整樣品時,設備制造商會強調焦距的重要性。正確焦距表面的激光激光雕刻是設備正常發揮其性能的關鍵因素。許多設備直接使用者對如何正確調試激光標記設備的焦距感到困惑和誤解。今日卓宏激光大概總結了一些常規激光打標機的焦距調試方法。
首先,在了解正確的調試方法之前,我們現在在這里推廣和了解焦距的正確定義:
焦距,又稱焦長,是光學系統中測量光或發散的測量方法,是指從透鏡中心到光聚集焦點的距離。如下圖所示:
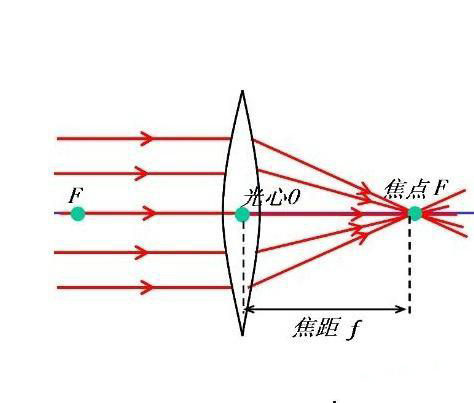
在激光打標設備中,激光通過激光器整形后,會用平行光束照射到聚焦場鏡。傳統的激光打標設備大多使用凸透鏡。光學折射后,凸透鏡將平行光束聚焦在焦點上,形成焦距面。凸透鏡光心點到焦距面的垂直距離是我們所說的焦距。我們通常用F=代表焦距。配套激光設備的聚焦場鏡大多會標注。例如:F=163;F=254等。聚焦場鏡是激光打標設備中非常重要的光學配件。如上圖所示,激光器產生的平行光只有通過聚焦鏡的凝聚和組織才能聚集在一起,發揮其斬釘截鐵的力量。
市場上常見的激光打標機聚焦方法分為前聚焦和后聚焦。作者在這里做了兩個簡單的示意圖;
激光器產生激光并入射片偏轉鏡片,并與控制軟件一起形成我們預設的標記圖案路徑。鏡片折射激光到聚焦鏡片,聚焦能量到焦距面完成激光雕刻。從這張圖中,我們可以生動地看到,激光聚焦后的光束就像一根錐形的尖針。因此,如果激光的能量更加鋒利,只能搖動激光打標機的Z軸升降,調整到焦距表面。但我們從這張圖中看不到的是,當聚焦后的向心光束穿插焦距點時,由于激光的特性(單色性好、相干性好、方向性好、亮度高),光束不會結束或偽裝,交叉后會繼續散射。因此,激光焦距面過高或過低都會錯過正確的焦距面。只有在正確的焦距面上,激光斑點最小,能量最強,激光到達物體后聲音和顏色最亮。
在充分了解了與激光打標機焦距相關的理論知識之后,接下來我們將列舉幾種常規的找焦方法:
第一種:連續發光測試方法。
標記涂料軟件約1cm見方或圓形,常規填充后,激光激光能量轉移到設定參數列,使用頻率高,然后檢查連續標記,在產品表面放置金屬激光投影位置卡障礙物,如連續光標,搖動Z軸動作,直到最強大的金屬名片能量激光,最清晰的聲音,最亮的顏色,基本上是焦距,導致測試多次,找到合適的焦距。該方法適用于1064nm波長的光纖激光打標機、半導體激光打標機、端面泵激光打標機、355nm激光打標機、UV532nm綠光激光打標機等。二氧化碳激光打標機可以找到一張白紙,然后在標記軟件中畫一個框架,連續光線搖動Z軸,在線打紙時焦平面最精細。
第二種方法:測量焦距。
在設備制造商通知當前設備焦距數據后,可以在每次產品切換后進行記錄。您可以直接將標尺的末端對準產品表面。比例值是指場鏡上的參考面,上下抖動以縮放數據。該方法適用于所有激光打標機,但缺點是如果激光雕刻產品位置凹或鋼尺不合適,該方法不實用。
第三:雙紅光值法。
該方法要求設備在出廠時具有此硬件配置。在檢流計或檢流計旁邊安裝一兩個傾斜的紅光,利用直角三角形的原理,通過使用固定的右側和兩個重疊的斜邊,找到焦距平面的另一個右側。焦距可以通過簡單地上下搖動,直到兩個紅色指示器重快速找到。這種方法雖然方便快捷,但要求設備制造商配合二次設備。此外,如果調整不好或中間移位,很容易誤導和形成錯誤的焦距表面。
首先,在了解正確的調試方法之前,我們現在在這里推廣和了解焦距的正確定義:
焦距,又稱焦長,是光學系統中測量光或發散的測量方法,是指從透鏡中心到光聚集焦點的距離。如下圖所示:
在激光打標設備中,激光通過激光器整形后,會用平行光束照射到聚焦場鏡。傳統的激光打標設備大多使用凸透鏡。光學折射后,凸透鏡將平行光束聚焦在焦點上,形成焦距面。凸透鏡光心點到焦距面的垂直距離是我們所說的焦距。我們通常用F=代表焦距。配套激光設備的聚焦場鏡大多會標注。例如:F=163;F=254等。聚焦場鏡是激光打標設備中非常重要的光學配件。如上圖所示,激光器產生的平行光只有通過聚焦鏡的凝聚和組織才能聚集在一起,發揮其斬釘截鐵的力量。
市場上常見的激光打標機聚焦方法分為前聚焦和后聚焦。作者在這里做了兩個簡單的示意圖;
激光器產生激光并入射片偏轉鏡片,并與控制軟件一起形成我們預設的標記圖案路徑。鏡片折射激光到聚焦鏡片,聚焦能量到焦距面完成激光雕刻。從這張圖中,我們可以生動地看到,激光聚焦后的光束就像一根錐形的尖針。因此,如果激光的能量更加鋒利,只能搖動激光打標機的Z軸升降,調整到焦距表面。但我們從這張圖中看不到的是,當聚焦后的向心光束穿插焦距點時,由于激光的特性(單色性好、相干性好、方向性好、亮度高),光束不會結束或偽裝,交叉后會繼續散射。因此,激光焦距面過高或過低都會錯過正確的焦距面。只有在正確的焦距面上,激光斑點最小,能量最強,激光到達物體后聲音和顏色最亮。
在充分了解了與激光打標機焦距相關的理論知識之后,接下來我們將列舉幾種常規的找焦方法:
第一種:連續發光測試方法。
標記涂料軟件約1cm見方或圓形,常規填充后,激光激光能量轉移到設定參數列,使用頻率高,然后檢查連續標記,在產品表面放置金屬激光投影位置卡障礙物,如連續光標,搖動Z軸動作,直到最強大的金屬名片能量激光,最清晰的聲音,最亮的顏色,基本上是焦距,導致測試多次,找到合適的焦距。該方法適用于1064nm波長的光纖激光打標機、半導體激光打標機、端面泵激光打標機、355nm激光打標機、UV532nm綠光激光打標機等。二氧化碳激光打標機可以找到一張白紙,然后在標記軟件中畫一個框架,連續光線搖動Z軸,在線打紙時焦平面最精細。
第二種方法:測量焦距。
在設備制造商通知當前設備焦距數據后,可以在每次產品切換后進行記錄。您可以直接將標尺的末端對準產品表面。比例值是指場鏡上的參考面,上下抖動以縮放數據。該方法適用于所有激光打標機,但缺點是如果激光雕刻產品位置凹或鋼尺不合適,該方法不實用。
第三:雙紅光值法。
該方法要求設備在出廠時具有此硬件配置。在檢流計或檢流計旁邊安裝一兩個傾斜的紅光,利用直角三角形的原理,通過使用固定的右側和兩個重疊的斜邊,找到焦距平面的另一個右側。焦距可以通過簡單地上下搖動,直到兩個紅色指示器重快速找到。這種方法雖然方便快捷,但要求設備制造商配合二次設備。此外,如果調整不好或中間移位,很容易誤導和形成錯誤的焦距表面。
 Send Email
Send Email